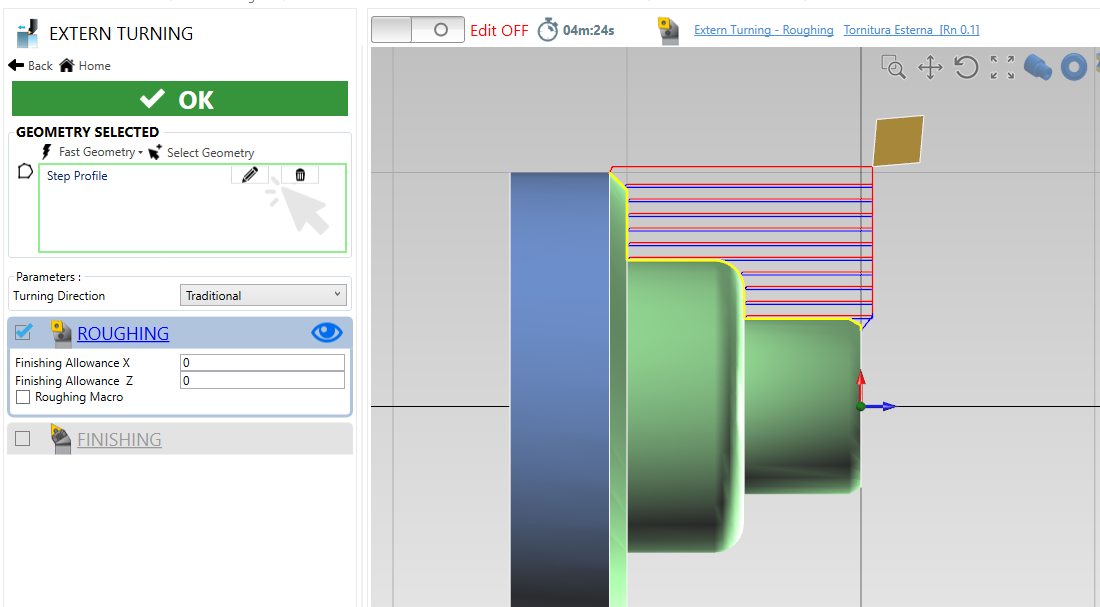
General Turning ( Extern / Intern )
This is the most used machining operation in turned part.
You need to select existing geometries or defining new one . Take a look here for more info
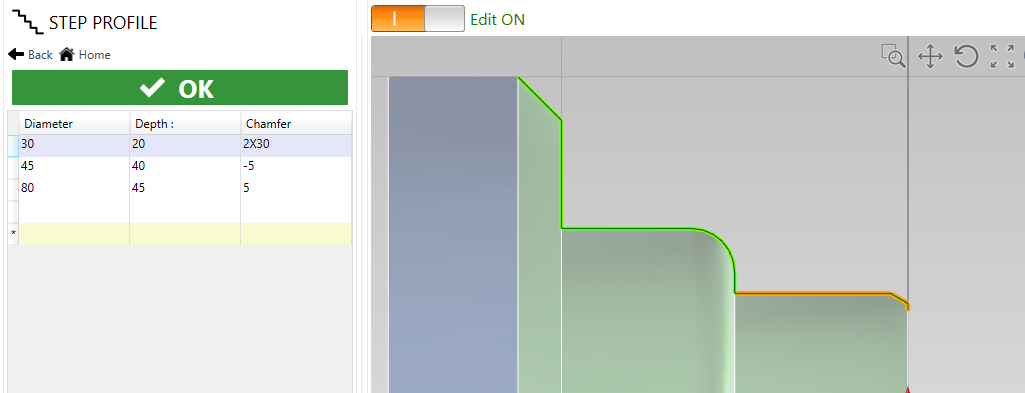
Step Profile
One useful geometry pattern, available only in turning operations , is the [STEP PROFILE]
In turning operation , when the profile is similar to a staircase, you can use this geometry pattern.
In this way you have to insert only diameter value, length and the initial chamfer / fillet .
See below an example image.
To define the initial chamfer / fillet you can use , for example:
- 5x30 , to define a chamfer width of 5mm , tapered at 30°
- -5 , a negative value to define a fillet with radius of 5 mm
- 5 , a positive value, to define a chamfer width of 5mm.
Reversed turning
Sometime you need to use inversed direction to correctly cut the profile.
In this case change [Turning Direction] in Reversed
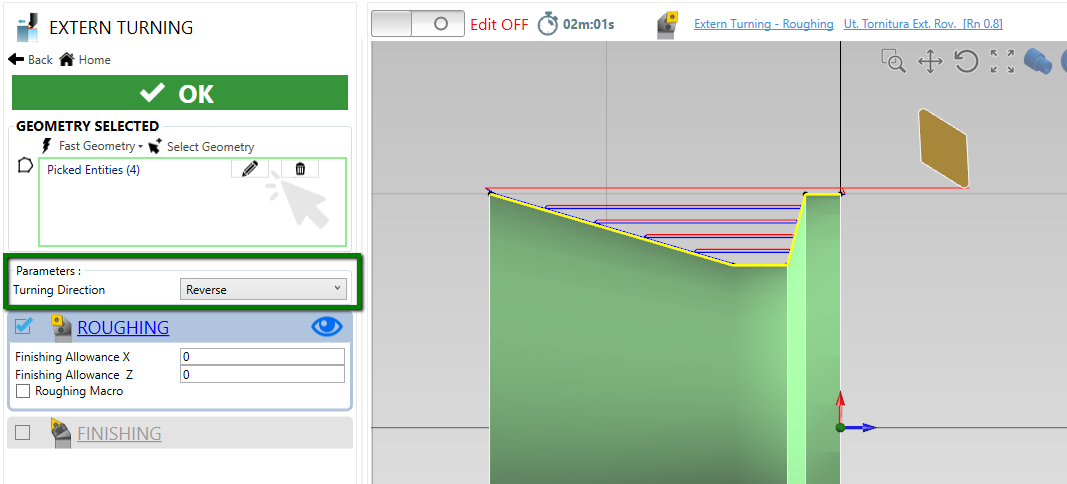
Probably you need to set a additional secure distance to your tools, in order to approach the stock without collision.
To define this additional secure distance :
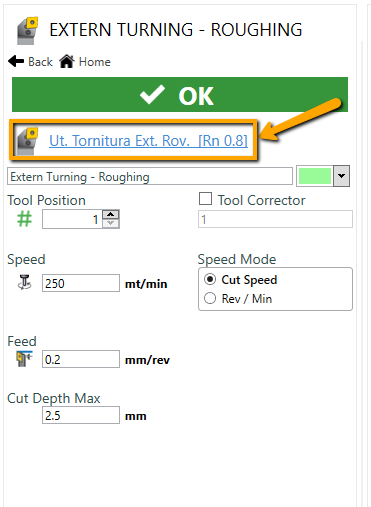
1) Open tool parameter screen , click on ROUGHING for example
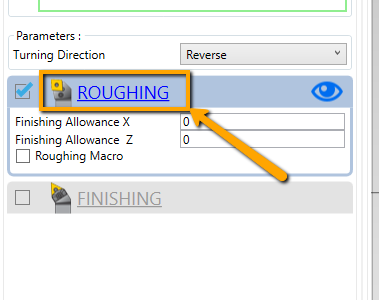
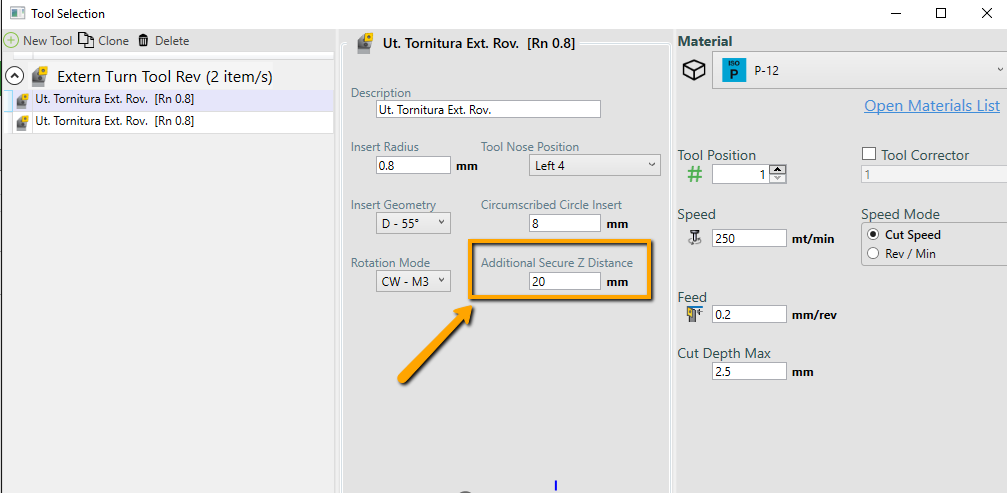
2) Open tool dialog screen , click on tool description
3) Define ADDITIONAL SECURE DISTANCE field
G71 Longitudinal Roughing Macro
You can find a really good explanation of G71 cycle here
By default is used the "two lines" G71 macro.
To insert macro , check the Roughing Macro field . Is possible to add also the G70 finishing cycle, select Finish with same tool

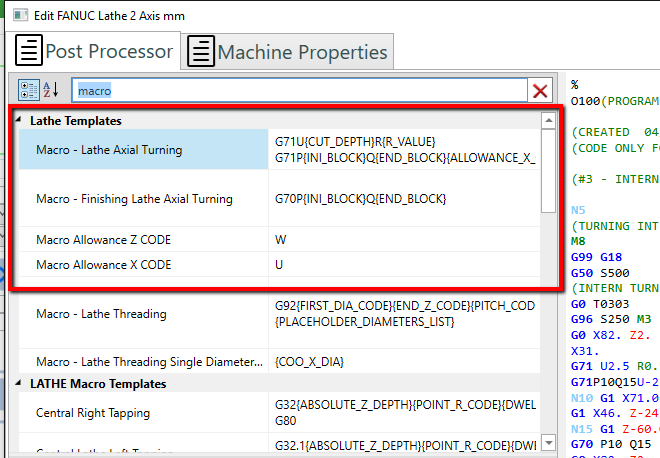
Here there is the Lathe axial turning template.
G71U{CUT_DEPTH}R{R_VALUE}
G71P{INI_BLOCK}Q{END_BLOCK}{ALLOWANCE_X_CODE}{ALLOWANCE_Z_CODE}{FEED_CODE}
And here there is Finishing Lathe Axial Turning template.
G70P{INI_BLOCK}Q{END_BLOCK}
You can edit both from post processor dialog. Write macro in search box to filter the post processor properties.
Here an example of g-code output :
G71 U2.5 R0.5
G71 P10 Q15 U1. W1.
N10 G1 X80.989 Z0.
G1 X55. Z-32.162
N15 G1 Z-61.
G70 P10 Q15
Note :
When you have macro enabled you can't see the allowance material in path preview , since it's managed directly by G71 macro.