Frequently asked questions
License
For more information about licensing, see this page.
Post Processor
Is possible to have post processor for other controller (Linux Cnc, Mach 3, Haas) ?
No , at the moment is available only the default one (FANUC).
But is possible customize output g-code from post processor, here the documentation .
If you have any trouble in g-code customization, show me the specific code you need, i'll help you.
Also read this LinuxCNC and Mach3 Guidelines.
How can i change the arc mode ?
From post processor dialog , change ARC INCREMENTAL MODE property. Search "arc" to find this property.
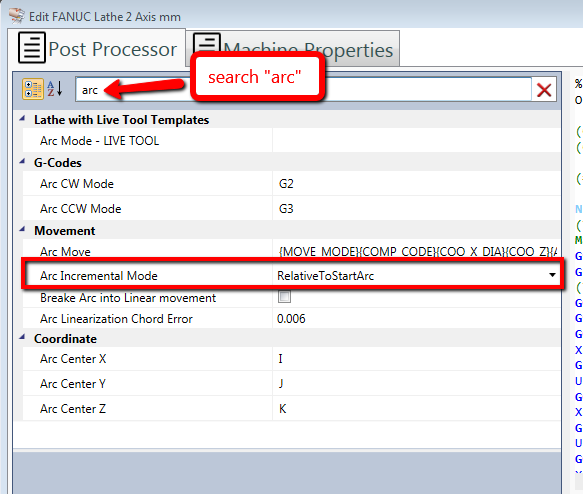
The available modes are :
- Relative to start
- Relative to end
- Absolute coordinate.
Numeration
- I need the line number formatted in this way N0010 N0240 N1200
- Edit the property [Line Numeration Format] in this way : 0000
Lathe
The spindle rev limiter is fixed to 500
It doesn't output a speed value greater than 500
You need to change the spindle rev. limiter in lathe setup screen. Just click in setup item from home treeview.
Feed
How can i change the feed mode (synchronous or asynchronous, mm/rev or mm/min ) for milling or drilling operation?
How can i set asynchronous feed in lathe machine ?